- Why quality control matters: It protects customer trust, brand reputation, and profitability by preventing defects from shipping and exposing process problems early.
- Specs define “quality”: Learn to read drawings, tolerances, and critical characteristics so you measure the right features and apply the right reject criteria.
- Measurement must be reliable: Use the correct tools, follow disciplined technique, check calibration, and understand Gage R&R so results are repeatable.
- Inspection is a strategy: Choose 100% checks vs sampling based on risk and stability, use clear visual standards, and verify incoming materials to stop bad inputs.
- SPC plus mindset wins: Track variation with control charts and capability, avoid over-adjusting, and build a prevention-first culture that fixes root causes.
Why Quality Control Determines Manufacturing Success
Understanding quality control basics proves essential for manufacturing careers because quality directly impacts customer satisfaction, warranty costs, brand reputation, and profitability in ways that production speed or cost reduction cannot compensate for when defective products reach customers. Quality control prevents defects from leaving facilities, identifies process problems before they create massive scrap, and maintains standards ensuring products consistently meet specifications rather than varying unpredictably based on operator skill or random chance.
Strong quality awareness distinguishes professionals who contribute to operational excellence from those who merely complete assigned tasks without considering whether output actually meets requirements. During professional assessment, employers probe quality consciousness because this mindset reveals whether candidates understand that rushing defective products creates greater problems than brief production delays fixing issues correctly. The manufacturing workers who advance consistently demonstrate quality commitment understanding that their reputation depends on reliable output meeting customer expectations rather than high volumes of unreliable inconsistent products.
Reading and Interpreting Technical Specifications
Effective quality inspection fundamentals begin with accurately reading technical drawings, specifications, and work instructions that define what “quality” actually means for specific products or components.
Understanding Technical Drawings
Technical drawings communicate precise dimensional requirements, material specifications, surface finish standards, and other critical parameters through standardized symbols, notation, and conventions. Reading drawings requires understanding dimension formats, geometric tolerancing symbols, surface finish callouts, material designations, and reference datums establishing measurement baselines. Without drawing comprehension, operators cannot know whether parts meet specifications or require rejection, leading to defects passing undetected or good parts being scrapped unnecessarily through measurement errors.
| Specification Element | What It Defines | Why It Matters |
|---|---|---|
| Nominal Dimensions | Target size or measurement | Basic size requirements without tolerance information |
| Tolerances | Acceptable variation from nominal | Defines acceptable quality range, reject criteria |
| Geometric Tolerancing | Form, orientation, location, runout limits | Controls complex features beyond simple dimensions |
| Surface Finish | Roughness, texture, appearance requirements | Affects function, appearance, wear resistance |
| Material Specifications | Material type, grade, treatment requirements | Ensures mechanical properties, compatibility |
Tolerance Interpretation
Tolerances define acceptable variation from nominal dimensions, specifying how much parts can deviate while still functioning properly. A dimension specified as 10.00mm plus/minus 0.05mm means parts measuring between 9.95mm and 10.05mm are acceptable while measurements outside this range represent defects requiring rejection. Understanding tolerance implications helps operators and inspectors distinguish acceptable variation that doesn’t affect function from true defects requiring corrective action. Tighter tolerances demand more precise manufacturing processes and inspection equipment while looser tolerances allow greater process variation.
Identifying Critical Characteristics
Not all specifications carry equal importance; critical characteristics directly affect safety, function, or customer satisfaction requiring extra verification and control while non-critical features may tolerate greater variation. Specifications typically identify critical dimensions through special symbols or callouts demanding 100% inspection, statistical monitoring, or enhanced process controls. Understanding which characteristics truly matter prevents wasting resources over-inspecting non-critical features while under-controlling aspects that actually determine product quality and customer acceptance.
Expert advice: The most valuable quality inspectors don’t just measure parts mechanically but understand why specifications exist and how dimensions affect product function, enabling intelligent decisions when borderline measurements require judgment calls.
Measurement Tools and Techniques
Strong manufacturing quality standards implementation requires competent use of measurement instruments and understanding their capabilities, limitations, and proper application to different inspection requirements.
Common Measurement Instruments
Basic quality control employs various measurement tools with different precision levels and applications. Steel rules provide rough measurements to nearest millimeter or 1/32 inch. Calipers measure external, internal, and depth dimensions to 0.001 inch or 0.01mm precision. Micrometers achieve 0.0001 inch or 0.001mm precision for critical dimensions. Height gauges, depth gauges, and bore gauges measure specific feature types. Go/no-go gauges provide quick pass/fail verification without numeric measurements. Selecting appropriate instruments for tolerance requirements prevents using overly precise expensive tools unnecessarily or using inadequate instruments incapable of detecting specification violations.
- 📏 Steel rules: Basic measurements, rough verification, 1/32″ or 1mm resolution
- 📐 Calipers: Versatile measuring, 0.001″ or 0.01mm precision, external/internal/depth
- 🔬 Micrometers: High precision, 0.0001″ or 0.001mm, specific applications
- ✓ Go/no-go gauges: Quick pass/fail, no numeric reading, high throughput
- 📊 CMM systems: Complex geometry, automated inspection, high precision
Proper Measurement Technique
Accurate measurement requires proper technique beyond just owning quality instruments. Zero instruments before use, verify calibration dates remain current, measure at specified locations and orientations, apply appropriate measuring force avoiding part distortion, take multiple measurements verifying consistency, and record results accurately. Poor technique creates measurement variation larger than actual part variation, leading to rejecting good parts or accepting defective ones through measurement errors rather than true quality problems. Skilled inspectors produce consistent repeatable measurements regardless of part variation because their technique remains disciplined and standardized.
Calibration and Gage R&R
Measurement instruments require regular calibration against known standards ensuring accuracy doesn’t drift over time through wear, damage, or environmental factors. Calibration labels indicate when instruments were last verified and when next calibration is due; using out-of-calibration instruments invalidates inspection results. Gage Repeatability and Reproducibility (Gage R&R) studies verify that measurement systems provide adequate precision for tolerance requirements, ensuring measurement variation remains significantly smaller than tolerance ranges. If measurement variation approaches or exceeds tolerance width, you cannot reliably distinguish good parts from defective ones regardless of care taken during inspection.
💡 Pro tip: Learn proper care and handling of precision instruments through formal training rather than informal observation; improper handling damages expensive equipment while creating measurement errors that compromise quality detection.
Inspection Methods and Sampling
Comprehensive defect detection methods include various inspection approaches balancing thoroughness, speed, and cost based on production volumes, criticality, and process capability.
100% vs Statistical Sampling
Some situations demand 100% inspection verifying every piece meets requirements, particularly for safety-critical parts, low-volume high-value items, or unstable processes producing unpredictable quality. However, 100% inspection proves economically impractical for high-volume production with stable capable processes. Statistical sampling inspects representative portions of production lots, using sample results to infer overall lot quality with known confidence levels. Sampling plans define how many pieces to inspect from various lot sizes and what defect levels trigger lot rejection, balancing inspection costs against risk of accepting defective lots or rejecting good ones.
| Inspection Approach | When to Use | Advantages/Limitations |
|---|---|---|
| 100% Inspection | Critical parts, low volume, unstable process | Maximum defect detection but expensive, slow, still imperfect |
| Statistical Sampling | High volume, stable process, non-critical features | Cost-effective but accepts small defect risk |
| First Piece Inspection | Setup verification, process changes | Catches setup errors before production runs |
| In-Process Monitoring | Continuous production, drift detection | Early problem detection prevents scrap accumulation |
| Final Inspection | Last verification before shipment | Safety net but defect detection after value-add complete |
Visual Inspection Standards
Visual inspection assesses appearance, surface finish, cosmetic defects, and obvious dimensional problems without measurement instruments. Effective visual inspection requires clear acceptance criteria, consistent lighting, reference standards showing acceptable versus defective examples, and training ensuring inspectors apply consistent judgment. Vague criteria like “good workmanship” or “acceptable appearance” create variation in acceptance decisions as different inspectors interpret standards differently. Visual standards with photos, physical samples, or limit samples showing boundary conditions improve consistency while reducing disputes about subjective quality judgments.
Incoming Material Verification
Incoming inspection verifies purchased materials and components meet specifications before entering production, preventing defective inputs from creating defective outputs. Inspection intensity depends on supplier quality history, part criticality, and certification systems. Trusted certified suppliers may receive reduced inspection or dock-to-stock treatment while new or problematic suppliers face rigorous verification. Catching defective incoming materials early prevents wasting labor and overhead transforming unusable inputs into scrap rather than discovering problems only after final assembly.
Statistical Process Control Fundamentals
Understanding tolerance measurement techniques includes basic statistical process control (SPC) concepts enabling proactive quality management through variation monitoring and trending.
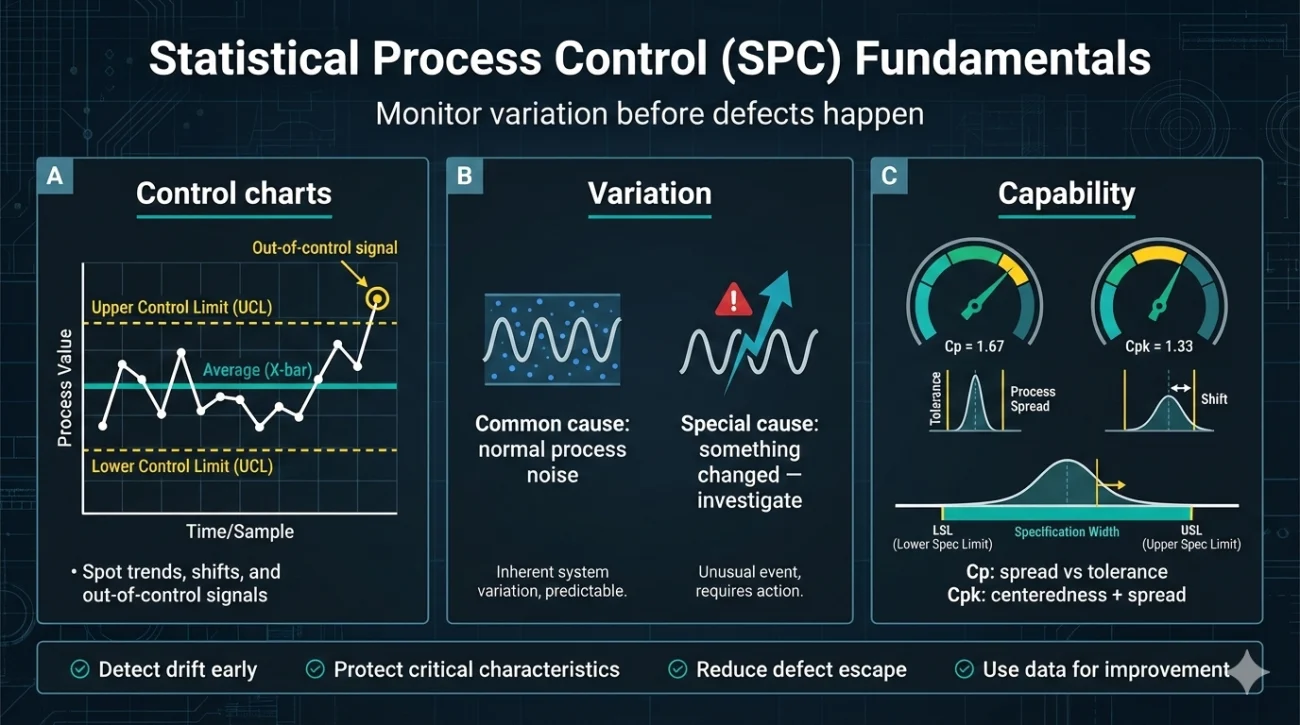
Control Chart Basics
Control charts plot measurement data over time, showing process average and variation patterns that reveal whether processes operate predictably within statistical control or exhibit abnormal variation requiring investigation. Charts include control limits calculated from process capability rather than specification limits, helping distinguish normal random variation from special causes requiring corrective action. Rising trends, sudden shifts, or points beyond control limits signal process changes demanding investigation before significant defects accumulate. SPC enables catching problems early while processes drift out of control rather than discovering issues only after defects already exist.
Process Capability Understanding
Process capability indices (Cp, Cpk) quantify how process variation relates to specification tolerances, indicating whether processes can reliably produce within requirements or whether current variation exceeds tolerance making defects inevitable. Capable processes (Cpk greater than 1.33) have variation significantly smaller than tolerances, producing virtually no defects even with normal process variation. Incapable processes generate defects predictably because variation equals or exceeds tolerance width. Understanding capability helps identify which processes require tighter control, which need improvement, and where specifications may be unrealistically tight for process capabilities.
- Control charts reveal process trends and shifts before specifications are violated
- Capability indices show whether processes can reliably meet tolerances
- Distinguish special cause variation requiring investigation from normal random variation
- Monitor critical characteristics preventing drift into defect-producing conditions
- Use data for continuous improvement identifying variation sources systematically
Never adjust processes reacting to normal random variation within control limits; unnecessary adjustments increase variation rather than improving quality because you’re “fixing” problems that don’t actually exist.
Developing Quality Consciousness
Long-term quality excellence requires genuine quality commitment beyond mechanical inspection procedures, building mindset that prevents defects rather than just detecting them.
Prevention Over Detection
The most effective quality approach prevents defects from occurring rather than relying on inspection catching problems after creation. Prevention requires understanding defect root causes, implementing error-proofing (poka-yoke) preventing mistakes, maintaining equipment properly avoiding capability degradation, training workers thoroughly, and designing processes minimizing opportunities for human error. While inspection remains necessary, organizations achieving superior quality focus energy on prevention because catching defects before shipment still wastes materials and labor creating unusable products.
Quality Improvement Culture
Quality improves continuously through systematic problem-solving addressing defect root causes rather than accepting current defect rates as inevitable. When defects occur, investigate why rather than just sorting good from bad, implement countermeasures preventing recurrence, verify effectiveness through monitoring, and standardize improvements. This improvement culture treats defects as learning opportunities revealing process weaknesses requiring correction rather than random bad luck requiring only acceptance and sorting.
❓ FAQ
🎯 What if I’m unsure whether a part meets specifications?
When uncertain, hold the part for supervisor or quality engineer review rather than accepting or rejecting based on guesswork. Document borderline measurements and specific concerns. Never pass questionable parts hoping they’re acceptable; this creates risk while preventing legitimate engineering judgment on tolerance interpretation.
💼 How do I balance quality with production pressure?
Quality never gets compromised for production targets; shipping defects creates greater problems than brief production delays. If pressure to pass defective parts exists, document concerns and involve supervision. Legitimate employers support quality standards over short-term production convenience because customer returns and warranty costs exceed temporary output gains.
⏰ What if I discover I’ve been measuring incorrectly?
Report immediately to supervision so all recently inspected parts can be re-verified. Document when the error likely began and which lots might be affected. Don’t hide mistakes fearing discipline; organizations value honesty preventing defective shipments more than they punish mistakes reported promptly enabling corrective action.
📋 Do I need quality certifications for manufacturing jobs?
Certifications like ASQ CQI help but aren’t always required. Focus on understanding fundamental concepts and demonstrating quality consciousness. Many organizations provide internal quality training. Show genuine commitment to producing quality work and willingness to learn proper inspection techniques through available training.
✨ How precise do measurements need to be?
Measurement precision should be approximately 10% of tolerance width; if tolerance is 0.010″, measure to 0.001″ precision. Using instruments with inadequate resolution makes distinguishing good from bad parts impossible. Excessive precision wastes time and money without improving quality decisions for loose-tolerance features.
Final Thoughts
Quality control fundamentals represent essential manufacturing competencies because quality directly determines customer satisfaction, warranty costs, and brand reputation in ways that production speed cannot compensate for when defective products reach customers. Understanding specifications, measuring accurately, detecting defects reliably, and maintaining quality consciousness separate professionals who contribute to operational excellence from those who merely complete tasks without considering whether output meets requirements.
Mastering quality control basics requires learning to read technical drawings and interpret tolerances accurately, using measurement instruments properly with consistent technique, understanding when to apply 100% inspection versus statistical sampling, and developing genuine quality mindset that prevents defects rather than just detecting them after creation. Build competence with measurement tools through proper training, understand statistical process control fundamentals enabling proactive quality management, and demonstrate commitment to quality standards that never get compromised for production pressure or convenience. This comprehensive quality capability signals professional value that manufacturing employers prize because reliable quality performance protects customer relationships and organizational reputation that defective output destroys regardless of how efficiently or quickly poor-quality products get produced.
⚠️ Disclaimer: The interview strategies, sample answers, and negotiation tips provided in this guide are for educational purposes only. Hiring decisions are subjective and vary by company and industry. While these strategies are based on professional HR standards, they do not guarantee a specific job offer or result.